中国日用玻璃协会/中国包装联合会专家 翁建忠
二、回转式制瓶机简述
1、回转式制瓶机成型工艺简述
回转式制瓶机由多个独立相同的机组并列排列,各机组独立进行作业,互不干扰。回转式制瓶机与行列机在初型侧大致相同,均为固定式初模,主要区别在成型侧,多个成模均匀排列在伺服旋转的转盘上。如下图所示: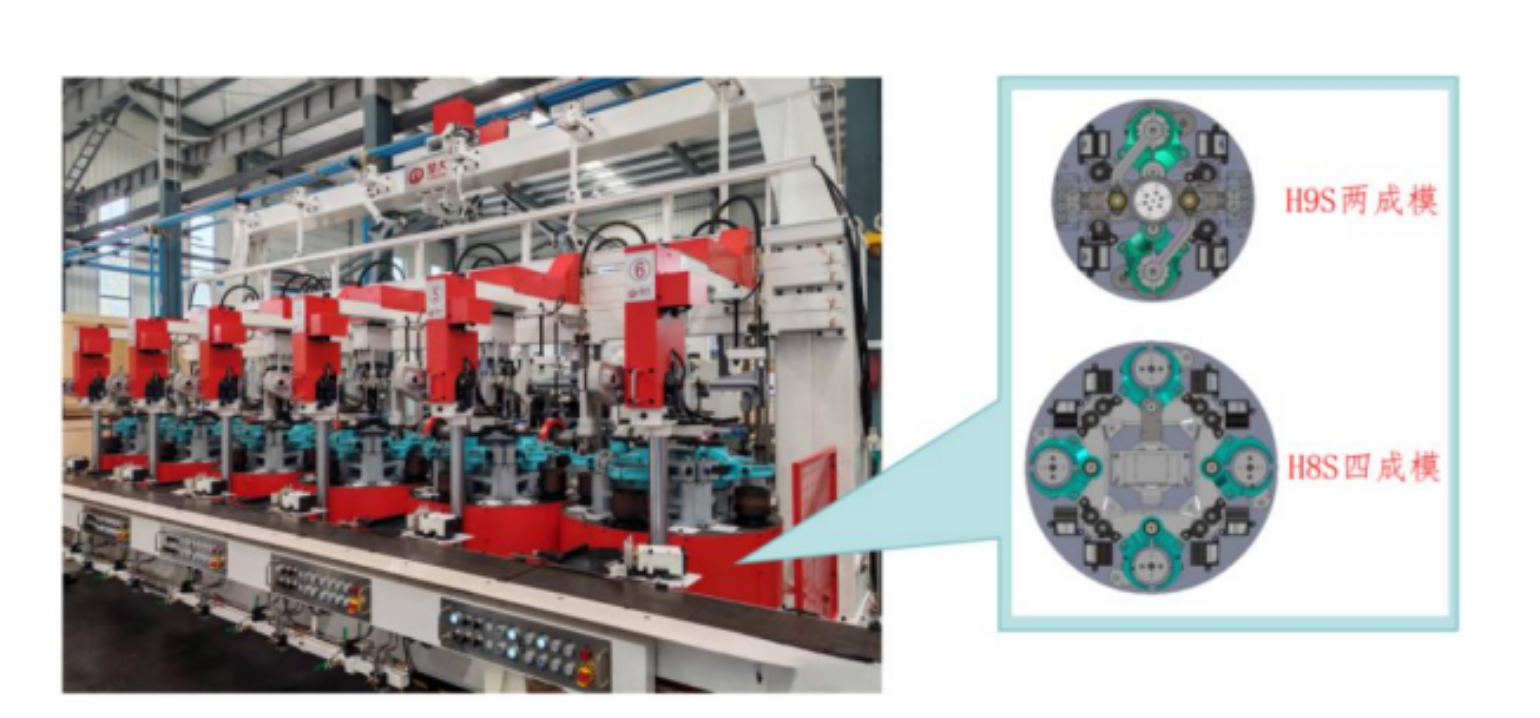
多个机组从左至右并列排列,每个机组由一个初模和多个旋转成模组成,可实现一初模对应多个成模交替成型工艺。
(1)玻璃料滴经初模成型初坯后,伺服翻转送入正在关闭的一号成模中,一号成模关闭后,口钳返回进行下个初型循环。
(2)伺服转盘开始旋转 180°(H9S 机),一号成模离开受料工位,同时一号正吹气管同步工作,开始向初坯吹气,将初坯吹制成玻璃瓶后正吹气管头上。
(3)二号成模同步旋转至受料工位动作,二号正吹气管同步正吹气,实现交替正吹气成型。
(4)在钳瓶工位,一号成模与二号成模交替打开,伺服钳瓶夹爪将玻璃瓶钳放在停滞风板上冷却。
(5)电子拨瓶拨爪将冷却后的玻璃瓶拨至机前输送网带上输送。
2、回转式制瓶机技术突破简述
回转式制瓶机综合传统大回旋式制瓶机与行列机的优势,融入新工艺、新技术,形成其独特的技术框架。
- 多组并列设计:保持平行独立机组结构,每组生产时相互之间不受影响,实现故障隔离与快速维护。
- 一初模多成模设计:采用一初模对应多成模成型工艺,弥补初、成型工艺时间分配差,适应更广泛玻璃瓶型生产,如:中高端玻璃瓶、普通调料瓶、酒瓶等。
- 伺服分料:通过伺服电机驱动,齿型同步带传动,实现料勺间歇旋转分度,将料滴有序分配至各组。
- 伺服翻转:将玻璃瓶初坯伺服翻转至成模工位,根据不同瓶型,可调节加减速参数,柔性翻转,提高初坯质量。
- 伺服转盘:通过伺服电机驱动转盘旋转分度,实现多成模高精度重复定位,运动参数数字化调节便捷。
- 伺服钳瓶:通过伺服电机驱动,钳瓶臂往复 180° 旋转,将玻璃瓶从成模钳出至机前冷却停滞板。
- 双同步正吹气:成模旋转过程中,正吹气机构随转盘同步旋转,并保持连续正吹气动作。相较行列机,单个制瓶周期内,能有效增加玻璃瓶定型时长,明显解决歪颈、变形、椭圆度、垂直度等缺陷,进而提升合格率。
- 绿色节能:采用多成模结构,成型所需强制冷却风时间短,冷却风耗量小。初、成模采用数字化下进风,可精确控制进风量,降低浪费。多伺服机构替代气动机构,压缩气耗量低。
- 异重伺服供料机集成:回转式制瓶机与异重伺服供料机搭配生产,可支持九种不同瓶型混线生产,满足各类中小批量瓶订单需求,显著增强柔性生产能力。
综上所述,回转式制瓶机由于拥有其独特的特性,不仅非常适合生产中高档瓶、化妆品瓶、异形瓶等复杂且品质要求高的玻璃瓶生产,也可满足轻量化及各类减重普通瓶型的生产。
3、制瓶范围及参数规格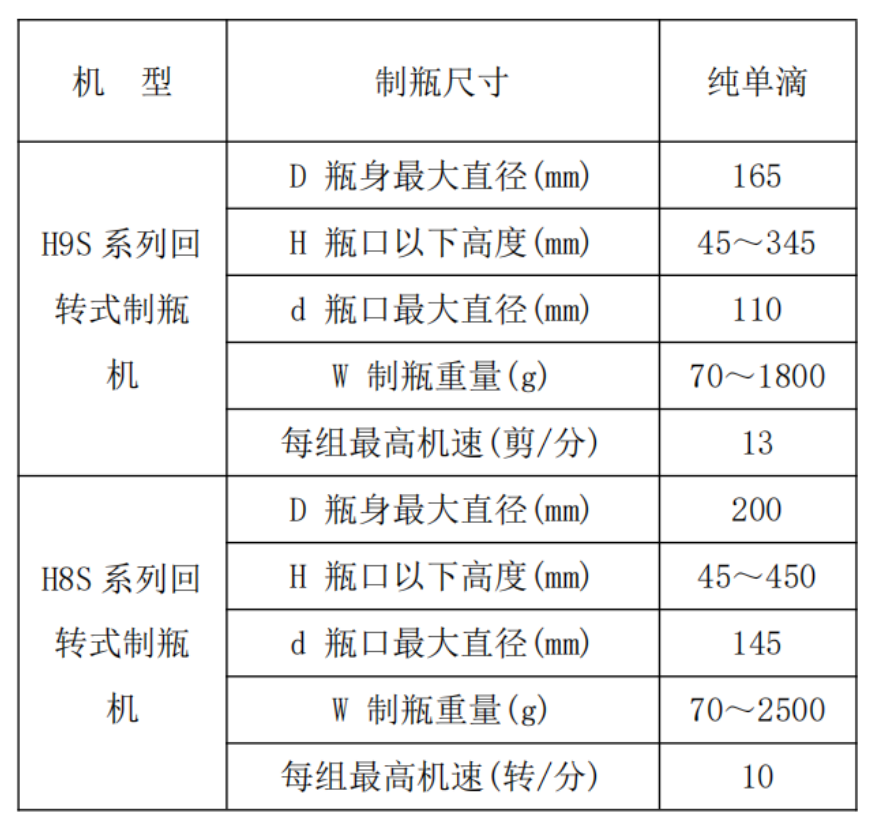
4、实际应用验证与性能提升
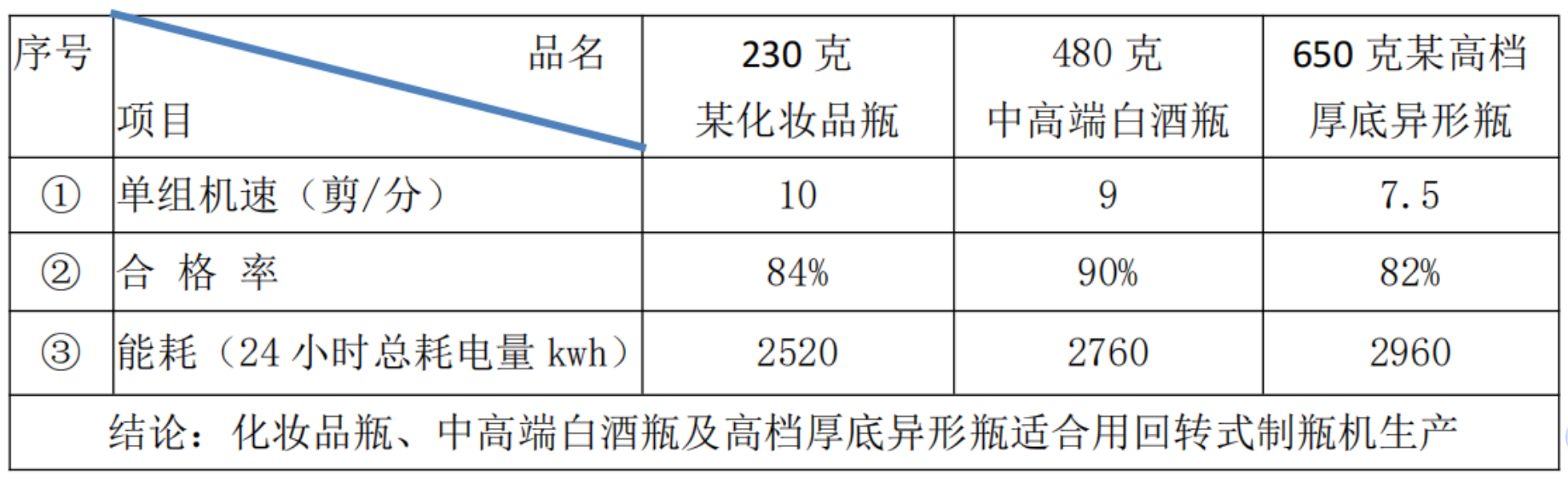
4.1 代表性案例举证(6 组回转式制瓶机)
案例 1 H9S6 机采用吹 - 吹法生产工艺生产化妆品瓶等实际运行数据
案例 2 H9S6 - 140(双滴机)采用吹 - 吹法生产工艺生产 390 克某普通瓶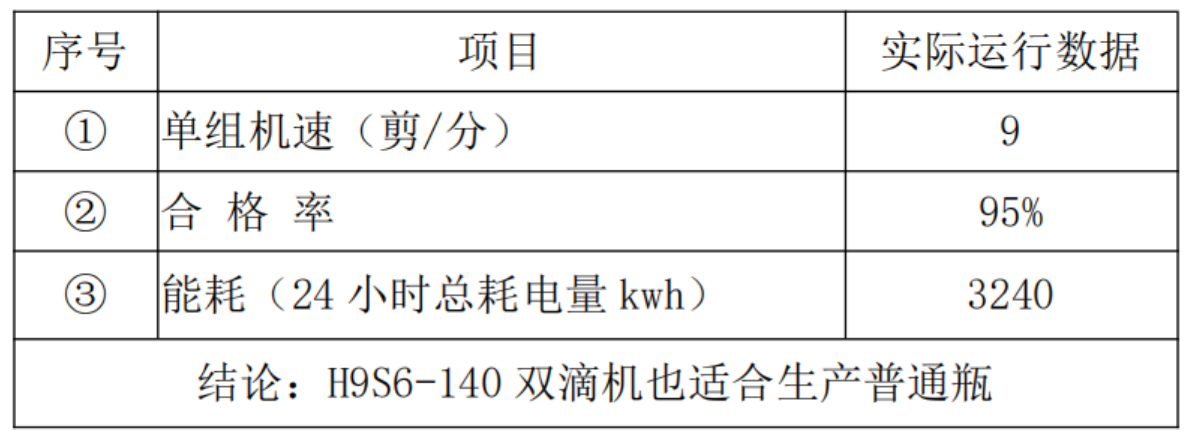
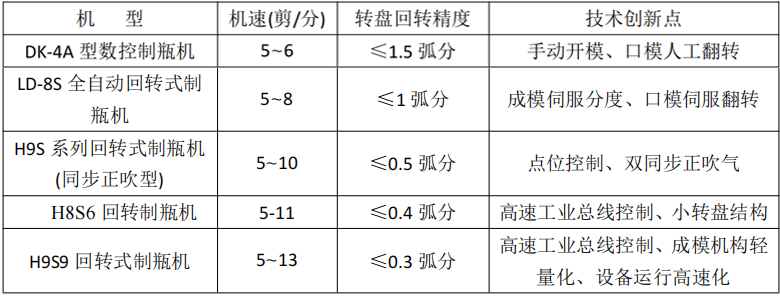
4.2 纵向性能对比(以回转式制瓶机系列机型迭代为例)
(未完待续)
参考文献:
【1】 中国第一台制瓶机器(林取机)的历史-赵民生(玻璃塘瓷与眼镜2020年3期)
【2】 玻璃包装容器机械化制造简史-杨文丰
【3】 湖北楚大智能装备股份有限公司官网 www.chuda.cn
(来源:中国日用玻璃协会)