中国包装联合会/中国日用玻璃协会专家 翁建忠
正如行业同仁所知:1905年左右成功开发的M.J.欧文思(Owens)式真空吸料制瓶机直到1915年才逐渐被滴料式制瓶机取代,其主要沿着两种类型发展:
第一种是1928~60年代美国林取公司生产的林取大回旋式制瓶机(Lynch Forming Machine)及比利时生产的 M8、R7 和 S10 型罗兰特大回旋式制瓶机。特征是多个机组随转台旋转,在旋转一圈的过程中完成一个瓶子的成型过程,而且各组初模是旋转至流料孔下方接受料滴。它最大的优点是玻璃初坯与成模定型时间长、成型质量好、合格率高。但其采用串连结构,维修其中一组机时整条产线需停产,故障隔离性差,维护成本高。
第二种是1924年美国人 Indiidual、Section 发明的行列式制瓶机(简称:行列机),并以这两位发明者名字的首位英文字母命名为I.S机。行列式制瓶机其工作原理与大回旋式制瓶机相同,但各机组的布置是并列而不转动的,由旋转的料勺将玻璃料滴分配至每个固定的初模。它最大的优点是各机组平行排列,并行独立地进行作业,互不干扰,故障隔离性强。它采用一初模对应一成模成型结构,适合在初、成模成型时间相差小的普通简单瓶型生产,生产效率较高。如:啤酒瓶、汽水瓶、调味瓶等。但在成型中、高端瓶型时,由于成模定型时间需求长,玻璃初坯在成模完全成型后才能进行下个制瓶周期,导致生产效率偏低,适应瓶型灵活性不足。
改革开放以来,随着人民物质生活水平的不断提高,玻璃容器由于其相关优越的特性,在食品、酒类、饮料、化妆品、个人护理、药品及化学品等领域的需求量逐年增长。促进玻璃瓶罐生产线遍地开花,特别是啤酒瓶、饮料瓶和调味瓶等需求大单让行列机制造商快速发展,如:EMHART、BOTTERO、HEYE、BDF、三金和嘉丰等。
21世纪初,新型回转式制瓶机在行业内开始焕发新春,它是结合传统大回旋式制瓶机成型质量好、合格率高的优势及行列机多组并列故障隔离性强的优点,通过成型工艺革新,运用伺服控制成模旋转分度等技术而诞生出来的新型制瓶机。目前已经作为玻璃瓶罐制造领域的主要设备之一,其技术发展始终与生产效率提升、产品柔性多样化生产及节能环保目标紧密相关。本文从技术融合与迭代的角度,系统梳理回转式制瓶机的演变历程,分析其核心优势,并结合行业发展趋势,探讨其在智能化、绿色化方向的技术前景。
一、回转式制瓶机在中国的发展历程
1936年秋,上海晶华玻璃厂引进了一台林取-10型六模回转式制瓶机,开始了中国采用自动成型机,以机械化、连续自动化大批量生产啤酒瓶的历史。1958年由上海烟草机械厂依据上海机电设计院现场测绘技术资料仿制生产了林取回转式制瓶机及1984年4月由由潍坊第一轻工机械厂(现为潍坊新成达机械有限公司)生产的BLZ I0回转式制瓶机通过鉴定并投入使用,成为上世纪60年代初期到80年代中期一直是我国制瓶行业的主力机型。
2005年,湖北楚大智能装备股份有限公司创新制造的首台新型回转式制瓶机问世,让回旋式制瓶机焕发新春,更上一层楼。历经多个阶段的技术革新和结构迭代,所开发的全自动回转式制瓶机已体系化的建立了全系列成熟产品,并具备规模生产及新品研发能力。
- 2005年DK-4A型数控制瓶机(如下图所示),采用单片机控制系统,实现气缸驱动成模转盘自动切换工位,并实现多组DK-4A制瓶机同步控制生产。

- 2010年6S /7S伺服制瓶机,实现伺服驱动成模转盘自动切换工位,成模手动/自动开关,半自动生产。
- 2011年发明LD-8S全自动回转式制瓶机,实现伺服分料、口模伺服翻转,最大4组机全自动生产。
- 2014年发明H9S回转式制瓶机,采用PLC控制系统,二成模自动开关,实现单、双滴6 组机生产。
- 2016年H9S8回转式制瓶机,实现最大8组机单、双滴生产。
- 2017年LD-8SH高效回转式数控制瓶机,实现高响应、高伺服精度运转,升级四成模旋转冷却功能。
- 2018年H9S系列回转式制瓶机(同步正吹型),双同步正吹气工艺,实现成型质量、成型效率的双提升。
- 2021年全总线控制系列回转式制瓶机,采用总线控制技术,实现了制瓶全过程参数的数字化与智能化控制。
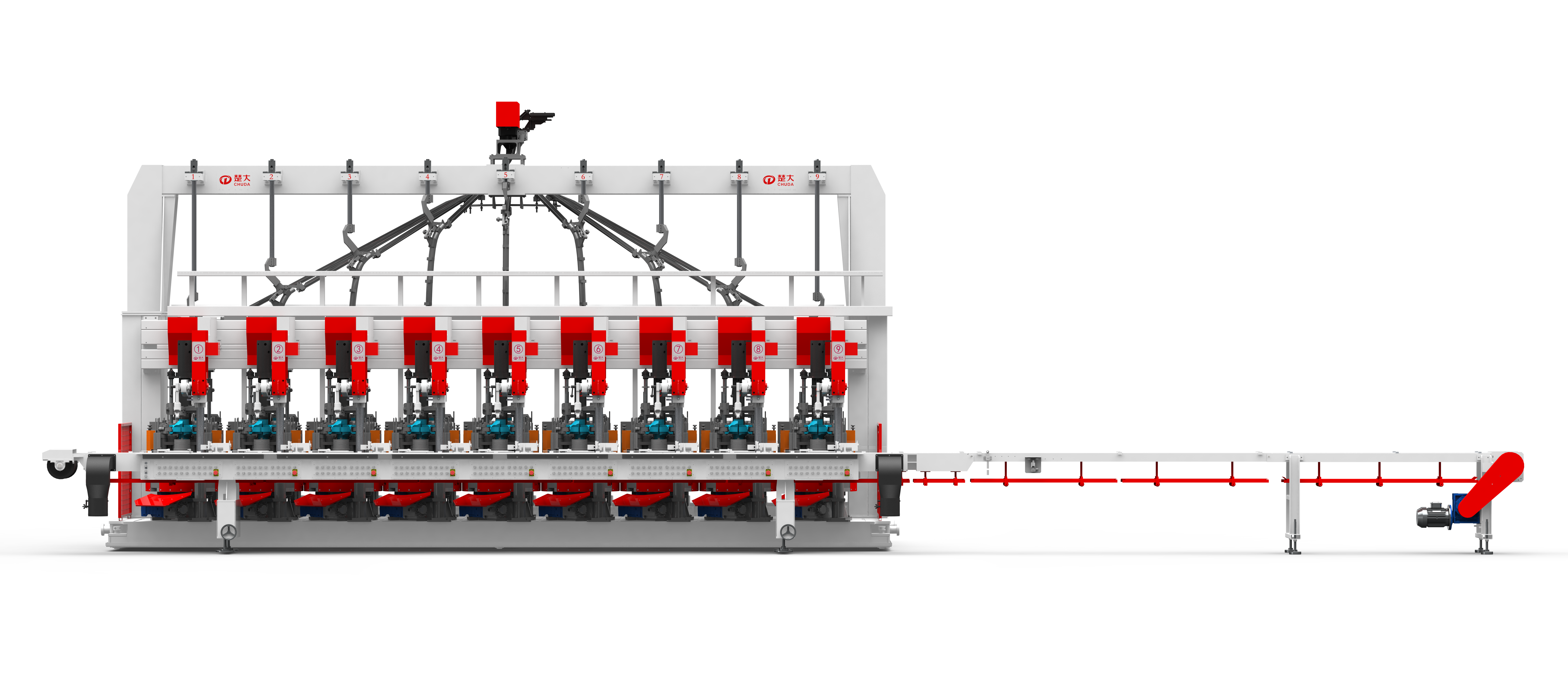
- 2023年H9S9回转式制瓶机(下图),成模轻量化结构,实现9组机同步控制高机速生产。H8S6回转制瓶机,小转盘结构设计,提升并列机组数,最大6组机全自动生产。
(未完待续)
参考文献:
【1】 中国第一台制瓶机器(林取机)的历史-赵民生(玻璃塘瓷与眼镜2020年3期)
【2】 玻璃包装容器机械化制造简史-杨文丰
【3】 湖北楚大智能装备股份有限公司官网 www.chuda.cn
(来源:日玻协会)